

瓦楞纸板压痕强度检测技术
引言
随着自动化程度的不断提高,纸箱的生产要满足自动化包装的需求,如果在生产过程中经常中断生产效率会大为下降,损耗增高,带来的后果是以后试机的机会都没了,也意味着你已无法得到该订单。要满足自动化包装生产用户的纸箱需求,除了确定下来的尺寸始终要保持一致性外,纸箱的压线也是很重要的一环,自动化包装线是靠许多机械装置、机械手来完成的,压线如果不到位或压线深度不够,是纸箱无法成行或成行不到位,会造成包装动作的失败,严重的产生堵塞而停线。特别是纸箱摇盖处的压线,如果压痕力不足,浅了无法成型,特别摇盖压线容易卡机,另外如果自动包装箱是点胶式封箱,压线不到位,反弹力大容易开胶,箱子盖弹开。
评估瓦楞纸箱压痕力的方法是压痕率,压痕率是指带压痕试样的压痕力与非压痕试样的压痕力的比值,以百分比(%)表示。目前,国内暂无国家标准,但国外有TAPPI T829标准。
根据国外客户的需求和TAPPI T829标准的要求,参考国外此种器的简介,品享科技研发部经过几个月的连续奋战,在抗张强度测定仪的基础上研发了这款压痕率检测仪器PN-SQT500 压痕率测定仪。该仪器为机电一体化设计,机械上采用立式结构,测量装置的下端是U型支架,上端是测量压条。操作简单、方便,采用目前比较时尚的触摸屏显示方式,一键测量,实时显示压力值和变形量及测试时间,测试结束系统自动计算带压痕试样的平均值、无压痕试样的平均值及压痕率。具体测试过程如下:
检测步骤
1. 试验仪器
PN-SQT500压痕强度测定仪 该仪器为机电一体化设备,机械上采用力式结构,测量装置的下端是U型支架,上端是测量压条,试样放置在中间;硬件和软件上采用高速ARM处理器和模块化电路 ;显示采用比较时尚的触摸屏进行显示控制,只需输入几个参数:测试速度、间距和试样,一键化测试,软件实时显示压力值和变形量及测试时间,测试结束系统自动计算带压痕试样的平均值、无压痕试样的平均值及压痕率。可连接计算机软件,方便将测试数据导出到EXCEL,方便数据的保存、分析和处理。
2 试样制备
按GB/T 450要求进行取样,按GB/T 10739要求进行温湿度处理,并在此大气条件下进行试验。无论带压痕试样还是无压痕试样,试样宽度至少25.4mm(压痕长度方向,一般为25.4mm~100mm),长度足够长, 一般不超过100mm(一般为50mm~100mm),否则会顶住防尘罩,如图1所示。
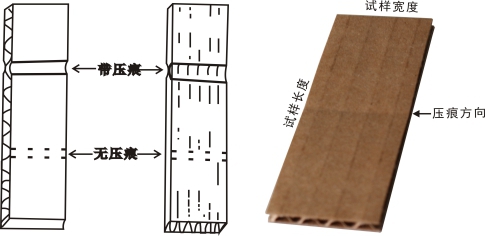
图1 压痕方向平行或垂直于瓦楞方向 示意图和实物图
3. 试验步骤3.1 准备仪器
将仪器放置在水平的工作台面上,插上电源线,接通电源。
3.2 选择工作模式
该仪器有两种测试模式:12.7mm或90°。12.7mm模式是从测试压条接触到试样开始,下压到12.7mm行程,测试压条的压力和位移;90°模式是指试样被测试压条压弯至90°,测试压条的压力和位移。
3.3 参数设置
参数设置主要包括测试速度、间距设置(测试压条到U型支撑的间距)及试样的个数。测试速度标准TAPPI T829有规定48mm/min;根据试样的厚度,一般比试样厚度稍大一点,间距设置只需要设置一次,第二次测试相同的试样直接放上去进行测试;试样的个数有讲究,如果10个带压痕试样,10个无压痕试样,那么试样的个数就设置为20。
注意:测试结束,按“统计”键,自动得出压痕率,系统默认认为前10个为带压痕试样,后10个为无压痕试样,所以在放置试样时要特别注意。
3.4 放置试样
测试时,先放置带压痕的试样,带压痕的试样分两种:一种是MD压痕方向垂直于压痕;另一种是CD压痕方向平行于压痕,如图1所示。放置试样时,将试样的压痕线对谁U型支持的中部,使压痕线、测试压条和U型支撑的中心线在同一直线上,如图2示意图和实物图所示。
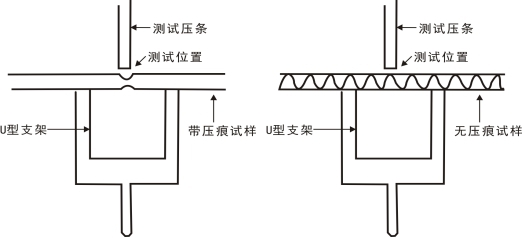
图2试样放置 示意图
注意:如果测试CD方向平行于瓦楞的无压痕试样,测试压条要对准瓦楞的楞峰。
3.5 清零
按“清零”键,进行初始化力值。
3.6 测试
按“测试”键启动测试程序,屏幕实时显示力值和时间,测试结束,屏幕显示测试结果,测试压条复位。取下被压溃的试样,放置下一个试样,按“测试”键继续进行测试,直到一组试样测试完毕。
测试过程试样状态如图3所示:
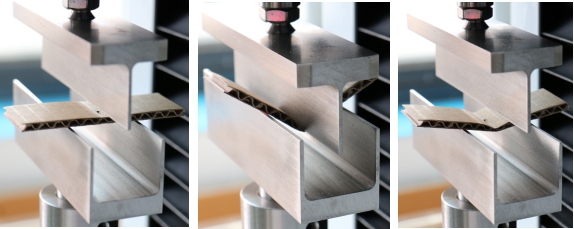
图3测试过程
测试结束屏幕显示结果如图4所示: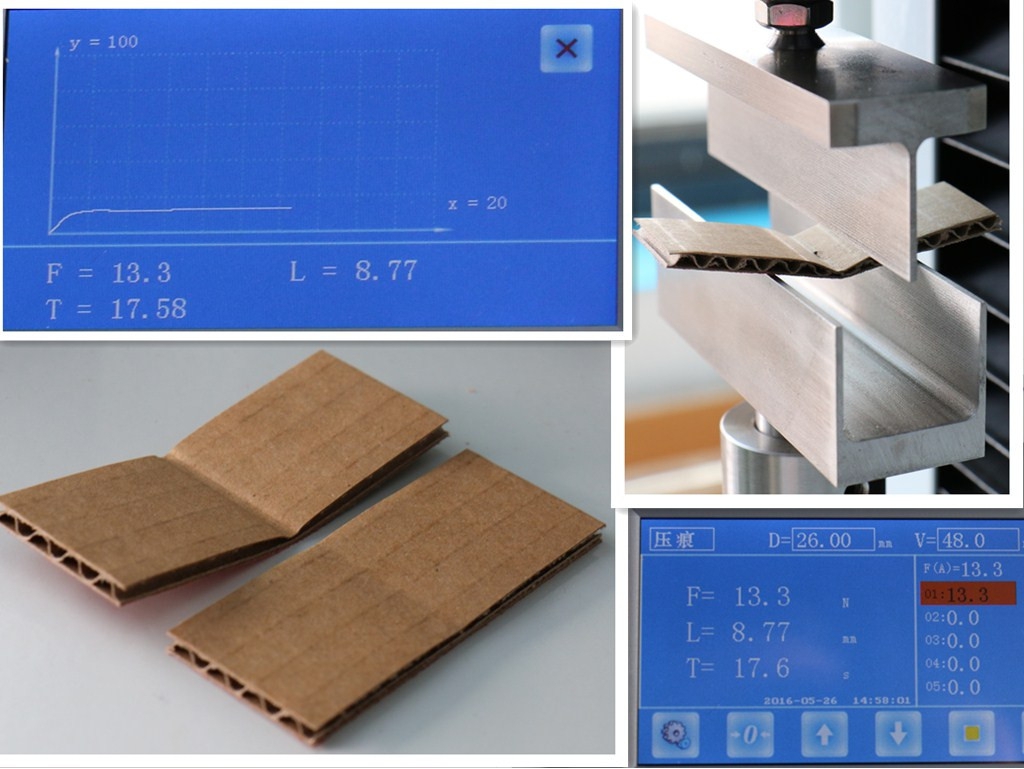
图4测试结束
如果压痕率在规定范围内,则该瓦楞纸板的压痕合格;否则不合格。
对于平行于瓦楞方向的压痕,压痕线落在瓦楞芯纸的楞峰或楞谷处时,压痕质量一般比较好,纸箱的成型尺寸也容易得到保证。但如果压痕线落在楞峰于楞谷之间,也就是半腰处时,压痕质量就难以保证了,纸箱的成型尺寸往往会出现偏差。
3.7结果计算
压痕纸板的压痕率SR,以百分比(%)表示,按式1进行计算
 ......................................(式1)
......................................(式1)如果压痕率在规定范围内,则该瓦楞纸板的压痕合格;否则不合格。
3.8数据的查询、打印
一批试样测试结束后,可以对测试数据进行查询、统计、打印测试报告。按“统计”键屏幕显示统计结果,然后按“测试“键打印统计报告。也可以打印单次测试报告,方法是先选择需要打印的数据然后直接按“打印”键进行打印。
结束语 本期介绍了瓦楞纸板压痕强度的检测方法,主要适用于单瓦楞纸板和双瓦楞纸板,也适用于三瓦楞纸板,但可靠性差些。瓦楞纸箱的压痕强度对评估瓦楞纸板的质量是很重要的,比如对于瓦楞纸板箱的有效装配和密封。对于平行于瓦楞方向的压痕,压痕线落在瓦楞芯纸的楞峰或楞谷处时,压痕质量一般比较好,纸箱的成型尺寸也容易得到保证。但如果压痕线落在楞峰于楞谷之间,也就是半腰处时,压痕质量就难以保证了,纸箱的成型尺寸往往会出现偏差。
下一篇:纸箱及组成纸箱材料物理性能的名称解释(一)
上一篇:浅谈瓦楞纸箱生产过程的检测技术