

如何解决在生产过程中纸箱搭接舌开胶的问题
这也是与制造工艺和胶水及纸张表面强度有关的。
另外还要注意象鲁花这种精美纸箱,很可能是覆膜的彩盒,接舌处不能有覆膜或光油,而在粘箱机前面加装打磨器或磨砂石就OK。
针对这个问题的解决方案,总结一下:2-3kg,挂48小时,不开裂,OK,关键是胶水的型号要对,还有就是操作工,在胶水快干的时候胶,否则容易造成假粘。建议:用一款818㬵水可以试一下。

一、纸箱舌部粘接不牢的主要原因分析
1、首先看国家标准是如何规定的
GB/T6543-2008《运输包装用单瓦楞纸箱和双瓦楞纸箱》,关于舌部具体要求在5.3.3条款:
瓦楞纸箱接头粘合搭接舌边宽度不少于30mm,粘合接缝的粘合剂涂布应均匀充分,不得有多余的粘合剂溢出现象。粘合应牢固,剥离时至少有70%的粘合面被破坏。
2、舌宽尺寸不能满足国家标准,粘接面积不够可能开胶——舌宽≥30mm。
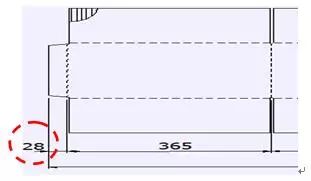
■设计问题:不掌握国家标准,设计尺寸错误。如上图,舌部宽尺寸=28mm。可导致客户和国家技术监督局判批量不合格;
■工艺安排问题:纸箱净料加工,没有余量,累计尺寸误差在舌部,导致舌宽太小;
■加工误差问题:瓦线横切误差大,纸板尺寸小,导致舌宽太小。去年东北某厂,为外资客户提供包装箱,由于舌部宽度只有27mm,3万个纸箱全部报废。
3、粘箱机糊轮尺寸宽度太小——这个往往被大家忽视
——现场确认宽度为20mm,而有胶部分宽度=18.5mm(糊轮端面有倒角)。
为什么说糊轮尺寸宽度太小?如下图为纸箱舌部和糊轮示意图:
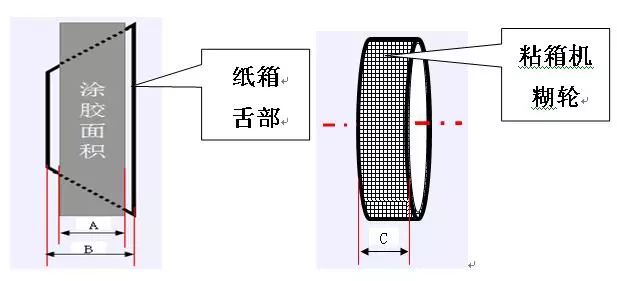
舌部宽=B,按国标B≥30mm;
涂胶宽=A,由于国标要求:剥离时至少有70%的粘合面被破坏,所以A=B×70%=30×0.7=21mm(最小值);
涂胶后胶水被碾压,所以实际涂胶宽A与糊轮宽C每面相差1mm左右,所以
C=A-2=19 mm(最小值)。
结论:
■考虑到糊轮倒角,糊轮宽度最小值是:C=21mm。
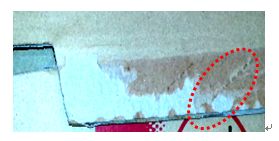
■如果糊轮偏离舌部中间位置,容易溢胶且也可能不足70%涂胶面积。
4、粘箱时上料不对齐或糊轮间隙调整不当,都会出现不足70%涂胶面积情况。
5、环境影响
由于水是胶水的主要组成部分,所以,冬季温度太低会使胶水没有完全粘合之前被固化而使粘性减弱,所以一般应在10℃以上环境加工。
6、胶水有质量问题且管控不当
■使用前一定要确认胶水是否可用,是否过使用期限;应搅拌均匀,测试黏度等,可用手感或试粘纸箱的方法确认。
■没有胶水进货检验,也不进货检验——失控,绝大多数公司忽略该项管理。
二、如何确保纸箱舌部牢固度?
1、设计、工艺、设备、检验等方面必须掌握国家标准,严格执行,这是最低要求。
■舌部尺寸设计时舌宽确保≥30mm。
■在净料加工安排时应考虑横切误差和加工累积误差对舌部宽度的影响。
■应确认粘箱机糊轮尺寸,更换新轮时应考虑涂胶面积的影响。
■必要时在印刷或模切工序舌部加上半穿的点线刀或花刀这样有利于胶水的浸
透连线加工(如下图)。
2、制定可操作的检验标准和作业指导书
1)胶水进货检验:以下是某纸箱厂胶水进货检验标准的一部分:
■外观要求:采用目视方法:白色或乳白色,且无异味。
■粘合强度要求:纸箱舌部涂胶施压3.5KG、70秒后破坏粘合舌部粘接面,至少有70%的粘合面被破坏。
■抽样与合格判定方案:
|
项目 |
抽样数 |
接收不合格数 |
拒收不合格数 |
|
粘合强度 |
1桶/批 |
0 |
1 |
2)粘箱首件检验:
每批纸箱首件舌部必须经过破坏性检验(如下图)且第一捆(10个左右)不要打包,放置5~10分钟后逐个确认。

3)成品检验:
对客户经常投诉或重点管控产品应进行“舌部拉力强度”检验(如下图),规定拉力值以便有效控制。
